PA 6 vs PA 12: Ang Pangunahing Pagkakaiba sa Isang Sulyap
Ang PA 6 (Polyamide 6, na kilala rin bilang Nylon 6) at PA 12 (Polyamide 12, na kilala rin bilang Nylon 12) ay parehong engineering thermoplastics mula sa polyamide family, ngunit malaki ang pagkakaiba ng mga ito sa molecular structure, moisture absorption, chemical resistance, mechanical properties, at processing behavior. Ang numero sa kanilang mga pangalan ay tumutukoy sa bilang ng mga carbon atom sa monomer chain — PA 6 ay ginawa mula sa caprolactam (6 carbons), habang ang PA 12 ay nagmula sa laurolactam (12 carbons). Ang tila simpleng pagkakaiba sa istruktura na ito ay lumilikha ng kapansin-pansing magkakaibang mga materyal na pag-uugali sa mga real-world na aplikasyon.
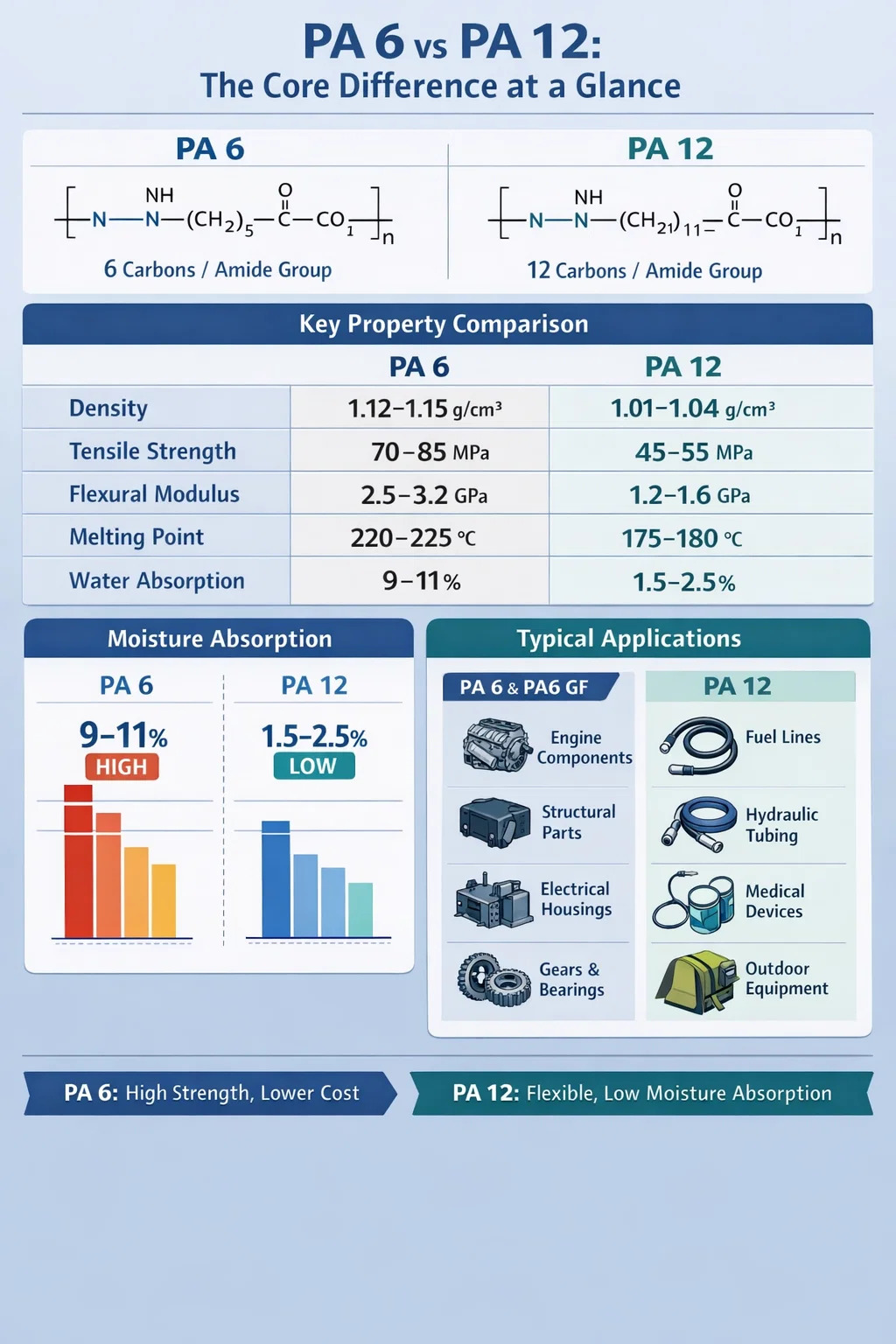
Sa madaling salita: Ang PA 6 ay nag-aalok ng mas mataas na higpit, mas mahusay na mekanikal na lakas, at mas mababang gastos, na ginagawa itong perpekto para sa istruktura at mga bahagi na nagdadala ng pagkarga. Ang PA 12 ay mahusay sa dimensional na katatagan, mababang moisture absorption, at flexibility, na ginagawa itong mas pinili para sa tubing, mga linya ng gasolina, at mga panlabas na aplikasyon kung saan ang moisture resistance ay kritikal. Kapag idinagdag ang glass fiber reinforcement — nabubuo Mga materyales ng PA6 GF — ang agwat ng pagganap sa PA 12 sa katigasan ay lalong lumalawak sa pabor ng PA 6.
Istruktura ng Molekular at Densidad ng Grupo ng Amide
Ang pangunahing pagkakaiba sa pagitan ng PA 6 at PA 12 ay nakasalalay sa kung gaano kadalas lumilitaw ang mga grupo ng amide (-CO-NH-) kasama ang polymer backbone. Sa PA 6, ang isang amide bond ay nangyayari sa bawat 6 na carbon atoms. Sa PA 12, ang spacing ay umaabot sa 12 carbon atoms sa pagitan ng bawat amide linkage.
Ang mga grupo ng Amide ay hydrophilic - sila ay umaakit at nagbubuklod ng mga molekula ng tubig sa pamamagitan ng hydrogen bonding. Nangangahulugan ito na ang PA 6, na may mas mataas na density ng grupo ng amide, ay sumisipsip ng higit na kahalumigmigan kaysa sa PA 12. Ang PA 6 ay maaaring sumipsip ng hanggang 9–11% moisture sa saturation sa tubig, habang ang PA 12 ay sumisipsip lamang ng mga 1.5–2.5%. Ito ay hindi isang maliit na pagkakaiba — ito ay direktang nakakaimpluwensya sa dimensional na katatagan, mekanikal na pagganap, at mga katangian ng elektrikal sa buhay ng serbisyo ng produkto.
Ang mas mahabang aliphatic chain sa PA 12 ay nag-aambag din sa mas malaking mobility ng chain at mas mababang temperatura ng transition ng salamin. Ang PA 12 ay nananatiling nababaluktot kahit na sa mga temperatura na kasingbaba ng -40°C, kaya naman malawak itong ginagamit sa automotive fuel at mga linya ng preno sa mga aplikasyon sa malamig na klima.
Pangunahing Paghahambing ng Ari-arian: PA 6 vs PA 12
Ang talahanayan sa ibaba ay nagbibigay ng magkatabing teknikal na paghahambing ng pinakamahalagang katangian ng materyal para sa mga inhinyero ng disenyo na pumipili sa pagitan ng dalawang polyamide na ito.
| Ari-arian | PA 6 | PA 12 |
|---|---|---|
| Densidad (g/cm³) | 1.12–1.15 | 1.01–1.04 |
| Lakas ng Tensile (MPa) | 70–85 | 45–55 |
| Flexural Modulus (GPa) | 2.5–3.2 | 1.2–1.6 |
| Punto ng Pagkatunaw (°C) | 220–225 | 175–180 |
| Pagsipsip ng Tubig (saturation, %) | 9–11 | 1.5–2.5 |
| Mababang-Temperatura Flexibility | Katamtaman | Napakahusay (hanggang -40°C) |
| Paglaban sa kemikal | Mabuti | Magaling |
| Paglaban sa UV | Katamtaman | Mabuti |
| Kaugnay na Gastos ng Materyal | Mababa | Mataas (2–3× PA 6) |
| Kakayahang maproseso | Magaling | Mabuti |
Moisture Absorption at Dimensional Stability
Ang pagsipsip ng kahalumigmigan ay isa sa mga pinaka-kritikal na salik na nagpapaiba sa PA 6 mula sa PA 12 sa praktikal na engineering. Ang mga bahagi ng PA 6 ay maaaring magbago ng kanilang mga sukat nang kasing dami 1.5–2.0% ang haba habang sila ay sumisipsip ng atmospheric moisture sa paglipas ng panahon pagkatapos ng paghubog. Ginagawa nitong mahirap gamitin ang mga bahagi ng katumpakan na ginawa mula sa hindi reinforced na PA 6 sa mga mahigpit na pagtitiyaga na pagtitipon maliban kung isinasali ang pagkondisyon sa disenyo o ginagamit ang glass fiber reinforcement upang pigilan ang pagbabago sa dimensional.
Ang PA 12, sa kabilang banda, ay nagpapakita ng mga pagbabago sa dimensyon na mas mababa sa 0.5% sa ilalim ng parehong mga kundisyon. Ginagawa nitong mas predictable sa serbisyo at isa sa mga pangunahing dahilan kung bakit pinipili ng mga designer ang PA 12 para sa mga hydraulic connector, precision fitting, at small-bore tubing kung saan ang fit at function ay dapat manatiling pare-pareho sa pagbabago ng humidity environment.
Ang kahalumigmigan ay nakakaapekto rin sa mga mekanikal na katangian. Maaaring magpakita ng 80 MPa tensile strength ang PA 6 part na nasubok na dry-as-molded, ngunit pagkatapos ng pagkondisyon sa equilibrium moisture content sa 50% relative humidity, maaari itong bumaba sa humigit-kumulang 55–60 MPa. Ito ay isang kilalang trade-off na dapat isaalang-alang kapag tinukoy ang PA 6 para sa mga structural application. Ang PA 12 ay nagpapakita ng mas kaunting pagkakaiba-iba — ang mga nakakondisyong mekanikal na katangian nito ay nananatiling malapit sa mga tuyong halaga nito, na nagpapasimple sa detalye ng materyal para sa mga taga-disenyo.
Glass Fiber Reinforced PA 6: Ano ang Dinadala ng Mga Materyales ng PA6 GF sa Mesa
Kapag ang glass fiber ay idinagdag sa PA 6, ang nagreresultang PA6 GF na materyal (karaniwang available bilang PA6 GF15, PA6 GF30, PA6 GF50, atbp., kung saan ang bilang ay nagpapahiwatig ng glass fiber content ayon sa porsyento ng timbang) ay sumasailalim sa isang dramatikong pagbabago sa higpit at lakas. Ito ay isa sa mga pinakamalawak na ginagamit na mga diskarte sa pagpapalakas sa mga plastik na engineering.
Paano Binabago ng Glass Fiber ang Pagganap ng PA 6
PA6 GF30 (30% glass fiber reinforced PA 6) ay ang pinaka-karaniwang tinukoy na grado. Naghahatid ito ng:
- lakas ng makunat ng 170–190 MPa , higit sa doble ng hindi pinatibay na PA 6
- Flexural modulus ng 8–10 GPa , kumpara sa 2.5–3.2 GPa para sa maayos na PA 6
- Nabawasan ang pagsipsip ng moisture — ang glass fiber mismo ay hindi sumisipsip ng tubig, kaya ang epektibong moisture uptake sa composite ay makabuluhang mas mababa kaysa sa malinis na PA 6
- Pinahusay na dimensional stability — nababawasan ang warpage at post-mold shrinkage, kahit na ang anisotropic shrinkage ay naging isang bagong pagsasaalang-alang dahil sa fiber orientation
- Ang temperatura ng pagpapalihis ng init ay tumataas sa paligid 200–210°C (vs. ~185°C para sa maayos na PA 6 sa 1.8 MPa load)
Ang mga materyales ng PA6 GF ay malawakang ginagamit sa mga automotive intake manifold, mga takip ng makina, mga structural bracket, mga electrical housing, at mga pang-industriyang bahagi ng bomba. Ang kumbinasyon ng mataas na higpit, mahusay na paglaban sa init, at medyo mababang halaga ng hilaw na materyal ay ginagawang isa ang PA6 GF30 sa pinaka-epektibong mga compound ng engineering sa merkado.
PA6 GF vs PA 12: Isang Direktang Paghahambing
Kapag inihambing ang mga materyales ng PA6 GF sa hindi pinagtibay na PA 12, ang pagpipilian ay nagiging mas nuanced. Ang PA6 GF30 ay higit na hihigit sa PA 12 sa higpit at paglaban sa init, ngunit ang PA 12 ay mananalo pa rin sa flexibility, chemical resistance sa mga fuel at hydraulic fluid, at mababang temperatura. Kung ang aplikasyon ay humihingi ng matibay na bahagi ng istruktura na gumagana sa mataas na temperatura, ang PA6 GF ang malinaw na nagwagi. Kung ang bahagi ay isang flexible na linya ng gasolina o isang connector na nakalantad sa brake fluid at mga temperatura ng taglamig na -30°C, ang PA 12 ay nananatiling tamang pagpipilian.
Paglaban sa Kemikal: Kung saan Lumalampas ang PA 12
Ang PA 12 ay may higit na paglaban sa malawak na hanay ng mga kemikal kumpara sa PA 6. Ang mas mababang density ng grupo ng amide ay ginagawa itong mas lumalaban sa hydrolysis at pag-atake mula sa mga acid, alkalis, at mga organikong solvent. Sa mga automotive na application, isinasalin ito sa mas mahusay na pagtutol sa:
- Mga gasolina, kabilang ang mga pinaghalong ethanol (E10, E85) at diesel
- Hydraulic fluid at brake fluid (DOT 4 at DOT 5.1)
- Zinc chloride at calcium chloride road salts
- Automotive greases at lubricating oil
Ang PA 6 ay gumaganap nang sapat sa marami sa mga kapaligirang ito ngunit maaaring magpakita ng stress crack kapag nalantad sa zinc chloride sa ilalim ng mekanikal na pagkarga — isang phenomenon na kilala bilang environmental stress cracking (ESC). Ito ay dating problema sa mga clip at bracket ng PA 6 sa mga underhood na kapaligiran kung saan naroroon ang splash ng kalsada na naglalaman ng mga asin sa kalsada. Ang PA 12 ay hindi gaanong madaling kapitan sa ganitong uri ng kabiguan.
Para sa mga aplikasyon sa parmasyutiko at pakikipag-ugnay sa pagkain, nag-aalok din ang PA 12 ng mga bentahe sa regulasyon sa ilang mga merkado dahil sa mas mababang nilalaman nitong na-extract at mas matatag na kemikal sa ibabaw sa paglipas ng panahon.
Pagproseso ng Mga Pagkakaiba sa pagitan ng PA 6 at PA 12
Ang parehong mga materyales ay thermoplastics na pangunahing pinoproseso sa pamamagitan ng paghuhulma ng iniksyon at pagpilit, ngunit ang kanilang magkaibang mga punto ng pagkatunaw at pagiging sensitibo ng kahalumigmigan ay humahantong sa iba't ibang mga kinakailangan sa pagproseso.
Mga Kinakailangan sa Pagpapatuyo
Dahil sa mataas na moisture absorption nito, ang PA 6 ay partikular na sensitibo sa hydrolytic degradation sa panahon ng pagproseso kung hindi maayos na natutuyo. Karaniwan ang mga inirerekomendang kondisyon sa pagpapatuyo para sa PA 6 80°C sa loob ng 4–8 oras sa isang dehumidifying dryer upang makamit ang isang moisture content sa ibaba 0.2%. Ang pagkabigong matuyo nang maayos ang PA 6 ay nagreresulta sa mga splay mark, nabawasang molekular na timbang, at nakompromiso ang mga mekanikal na katangian sa molded na bahagi. Ang mga materyales ng PA6 GF ay nagdadala ng parehong mga kinakailangan sa pagpapatuyo.
Ang PA 12, na may mas mababang hygroscopicity, ay nangangailangan ng hindi gaanong agresibong pagpapatuyo - karaniwan 80°C sa loob ng 2–4 na oras ay sapat. Maaari itong mag-alok ng kalamangan sa kahusayan sa pagproseso sa paggawa ng mataas na dami.
Temperatura ng Matunaw at Temperatura ng Mold
Ang PA 6 ay pinoproseso sa natutunaw na temperatura na 240–280°C, habang ang PA 12 ay tumatakbo sa mas mababang 200–240°C. Ang mas mababang temperatura ng pagpoproseso para sa PA 12 ay maaaring mabawasan ang pagkonsumo ng enerhiya at oras ng pag-ikot sa ilang mga kaso. Gayunpaman, ang mas mababang punto ng pagkatunaw ng PA 12 ay nangangahulugan din na mayroon itong mas mababang tuluy-tuloy na temperatura ng serbisyo — may kaugnayan kapag tumutukoy sa mga bahagi para sa mainit na kapaligiran tulad ng underhood na mga bahagi ng automotive.
Pag-urong at Warpage
Ang unreinforced PA 6 ay lumiliit nang isotropikal sa humigit-kumulang 1.0–1.5% habang hinuhubog. Ang mga materyales ng PA6 GF ay nagpapakita ng anisotropic shrinkage — mas mababa sa direksyon ng daloy (humigit-kumulang 0.2–0.5%) at mas mataas sa transverse na direksyon (humigit-kumulang 0.6–1.2%) — na dapat isaalang-alang sa disenyo ng amag upang maiwasan ang warpage. Ang PA 12 ay nagpapakita ng katamtamang pag-urong ng humigit-kumulang 0.8–1.5% at kumikilos nang mas predictably sa manipis na pader na mga bahagi dahil sa likas na kakayahang umangkop nito.
Thermal Performance at Long-Term Heat Aging
Ang PA 6 ay may mas mataas na melting point (220–225°C) at sa pangkalahatan ay mas mahusay na thermal performance kaysa sa PA 12 (175–180°C). Kapag pinalakas ng glass fiber, ang mga materyales ng PA6 GF ay maaaring gumana nang tuluy-tuloy sa mga temperatura hanggang sa 130–150°C (na may mga pakete ng heat stabilizer), na ginagawang angkop ang mga ito para sa mga automotive under-hood application.
Ang PA 12, na may mas mababang punto ng pagkatunaw nito, ay may tuluy-tuloy na temperatura ng serbisyo na karaniwang nililimitahan sa paligid ng 100–110°C. Para sa mga application na nangangailangan ng matagal na pagkakalantad sa init ng makina o mataas na temperatura sa paligid, maaari itong maging isang limitasyon sa pagdidisqualify na nagtutulak sa mga designer patungo sa mga materyales ng PA6 GF o kahit na mga polyamide na mas mataas ang temperatura tulad ng PA 46 o PPA.
Available ang mga heat stabilized na grado ng parehong materyales. Ang mga marka ng PA6 GF30 HS (heat stabilized) ay karaniwang tinutukoy para sa mga bahagi ng engine kung saan inaasahang 150°C ang tuluy-tuloy na pagkakalantad, na may mga panandaliang peak hanggang 170°C na pinahihintulutan. Ang PA 12 heat stabilized grades ay nagpapalawak ng serbisyo sa humigit-kumulang 120°C na tuloy-tuloy — isang pagpapabuti, ngunit mas mababa pa rin sa PA6 GF sa mga katumbas na aplikasyon.
Mga Karaniwang Aplikasyon: Kung Saan Ginagamit ang Bawat Materyal
Ang iba't ibang profile ng property ng PA 6, PA6 GF na materyales, at PA 12 ay natural na humahantong sa iba't ibang domain ng aplikasyon. Ang sumusunod na breakdown ay sumasalamin sa mga pattern ng paggamit sa totoong mundo sa mga pangunahing industriya.
PA 6 at PA6 GF — Mga Pangunahing Lugar ng Aplikasyon
- Automotive: Mga intake manifold (PA6 GF30/GF50), mga takip ng makina (PA6 GF30 HS), mga housing ng air filter, mga bahagi ng seat belt, mga pedal system, mga takip ng gulong
- Electrical at electronics: Circuit breaker housing, connector blocks, switchgear component, cable ties, motor housing
- Makinarya sa industriya: Mga gear, bearings, bushings, conveyor belt component, pump housings
- Mga produkto ng consumer: Mga pabahay ng power tool, mga bahagi ng bisikleta, mga frame ng bagahe, mga gamit sa palakasan
- Tela: Sinulid, medyas, mga tela ng damit (unreinforced PA 6 fiber)
PA 12 — Mga Lugar ng Pangunahing Aplikasyon
- Automotive tubing: Mga linya ng gasolina, linya ng preno, linya ng haydroliko, tubing sa pamamahala ng singaw, mga linya ng air brake para sa mga trak
- Pang-industriya na paghawak ng likido: Pneumatic tubing, chemical transfer lines, compressed air distribution
- Mga kagamitang medikal: Mga bahagi ng catheter, mga hawakan ng instrumento sa pag-opera, mga pabahay ng aparato sa paghahatid ng gamot
- 3D printing (SLS): Ang PA 12 pulbos ay ang nangingibabaw na materyal para sa selective laser sintering dahil sa pare-pareho nitong pag-uugali ng pagkatunaw at post-processing flexibility.
- Offshore at subsea: Mga flexible na tubo, cable jacket, mga bahagi ng pusod para sa imprastraktura ng langis at gas
- Sapatos: Mga bahagi ng ski boot, mga bahagi ng sapatos na pang-sports na nangangailangan ng flexibility sa mga sub-zero na temperatura
Mga Pagsasaalang-alang sa Gastos: PA 6 vs PA 12 Economic Reality
Ang gastos ay madalas na isang mapagpasyang kadahilanan sa pagpili ng materyal, at ang PA 6 ay mayroong malaking kalamangan dito. Ang PA 12 ay karaniwang nagkakahalaga ng 2–3 beses na mas mataas kada kilo kaysa sa PA 6 , at ang premium na ito ay higit na lumalawak kapag inihambing ang PA6 GF30 sa PA 12. Ang pagkakaiba sa presyo ay sumasalamin sa hilaw na materyal na ekonomiya — ang laurolactam (ang PA 12 monomer) ay isang mas kumplikado at hindi gaanong ginawang kemikal kaysa sa caprolactam (ang PA 6 monomer), na ginawa sa napakalaking sukat sa buong mundo.
Para sa mataas na dami ng mga produkto ng consumer o structural automotive na mga bahagi kung saan ang disenyo ay maaaring tumanggap ng PA 6 o PA6 GF na mga materyales, ang pagtitipid sa gastos ay malaki. Ang isang malaking automotive OEM na gumagawa ng 500,000 intake manifold bawat taon gamit ang PA6 GF30 sa halip na katumbas ng PA 12 (kung mayroon nang may sapat na higpit) ay makakakita ng mga matitipid na hilaw na materyales na umaabot sa milyun-milyong dolyar taun-taon.
Ang gastos ng PA 12 ay nabibigyang-katwiran lamang kapag ang mga partikular na katangian nito — moisture resistance, chemical resistance, flexibility, low-temperature performance — ay talagang kinakailangan ng application. Ang labis na pagtukoy sa PA 12 kung saan sapat na ang mga materyales ng PA 6 o PA6 GF ay isang pangkaraniwan ngunit hindi kinakailangang gastos sa mga di-gaanong karanasang programa sa disenyo.
PA 6, PA6 GF, at PA 12 sa Additive Manufacturing
Sa konteksto ng additive manufacturing, partikular na ang selective laser sintering (SLS), nangingibabaw ang PA 12 sa powder bed fusion market. Ang mas mababang melting point, makitid na melting range, at paborableng re-solidification na gawi ay nagpapadali sa pagproseso sa mga SLS system nang walang labis na pagkasira ng hindi nagamit na powder sa pagitan ng mga build. Ang pinakakaraniwang ginagamit na komersyal na SLS powder sa buong mundo — EOS PA 2200 — ay isang PA 12 na grado.
Matagumpay na na-adapt ang mga materyales ng PA 6 at PA6 GF para sa SLS, na may ilang mga supplier na nag-aalok ngayon ng mga pinaghalong powder na nakabatay sa PA6 na pinalakas ng mga glass bead o carbon fiber para sa mas mataas na higpit. Gayunpaman, ang mas mataas na punto ng pagkatunaw ng PA 6 at mas makitid na window ng proseso ay ginagawa itong mas hinihingi sa mga SLS system, at hindi nito naabot ang parehong market adoption gaya ng PA 12 sa prosesong ito.
Para sa FDM (fused deposition modeling), available ang mga filament ng PA 6 ngunit nangangailangan ng mga extruder na may mataas na temperatura (sa itaas ng 240°C nozzle) at mga enclosure dahil sa hilig ng materyal na sumipsip ng moisture at warp. Ang PA 12 ay gumaganap nang mas mahusay sa mga open-air na FDM na kapaligiran dahil sa mas mababang moisture absorption nito at mas mahusay na layer adhesion sa mas mababang temperatura ng pagproseso.
Sustainability at Recyclability
Parehong ang PA 6 at PA 12 ay thermoplastics at ayon sa teorya ay nare-recycle sa pamamagitan ng pag-remelt, kahit na ang mga mekanikal na katangian ng mga ito ay bumababa sa bawat ikot ng pagproseso dahil sa pagputol ng chain at pagbabawas ng timbang ng molekular. Sa pagsasagawa, ang post-industrial recycled (PIR) na nilalaman ay mas karaniwang ginagamit sa mga hindi kritikal na aplikasyon tulad ng mga cable ties, pipe, at injection molded housing.
Ang PA 6 ay may malaking kalamangan sa pagre-recycle ng kemikal. Ang Caprolactam (ang PA 6 monomer) ay maaaring mabawi mula sa PA 6 na basura sa pamamagitan ng depolymerization at muling magamit sa virgin-quality polymer production. Ang mga kumpanya tulad ng DSM (ngayon ay Envalior) at Lanxess ay bumuo ng mga komersyal na proseso para dito. Ang pag-recycle ng kemikal ng PA 12 ay hindi gaanong binuo at hindi gaanong mature sa komersyo.
Sa mga tuntunin ng carbon footprint, ang PA 12 ay may mas mataas na pasanin sa kapaligiran bawat kilo dahil sa mas kumplikadong ruta ng synthesis ng monomer nito. Gayunpaman, dahil ang mga bahagi ng PA 12 ay maaaring tumagal nang mas matagal sa mga agresibong kapaligiran nang walang pagkasira na dulot ng moisture at mga kemikal sa PA 6, minsan pinapaboran ng pagsusuri sa lifecycle ang PA 12 sa mga aplikasyon kung saan inaalis nito ang mga napaaga na pagkabigo at pagpapalit.
Umiiral ang mga bio-based na bersyon ng parehong materyales. Bio-based PA 6 (gamit ang bio-derived caprolactam mula sa renewable feedstocks gaya ng castor oil) at bio-based PA 12 (laurolactam derived from castor oil ay commercially available sa loob ng mga dekada, gaya ng ginawa ng Evonik sa ilalim ng Vestamid brand) ay parehong naa-access ng mga designer na naglalayong bawasan ang pagdepende sa fossil fuel.
Paano Pumili sa pagitan ng PA 6, PA6 GF, at PA 12
Ang desisyon sa pagitan ng mga materyales na ito ay dapat na hinihimok ng isang sistematikong pagsusuri ng mga kinakailangan sa aplikasyon. Ang sumusunod na gabay ay nagbibigay ng panimulang balangkas:
| Kinakailangan sa Disenyo | Inirerekomendang Materyal |
|---|---|
| Pinakamataas na higpit at lakas sa pinakamababang halaga | PA6 GF30 o PA6 GF50 |
| Nababaluktot na tubing o hose na nakikipag-ugnayan sa mga gasolina o hydraulic fluid | PA 12 |
| Structural bracket, housing, o under-hood component hanggang 150°C | PA6 GF30 HS o PA6 GF50 HS |
| Panlabas na bahagi na may UV at moisture exposure, walang mataas na load | PA 12 (o PA6 na may UV stabilizer) |
| Precision component na nangangailangan ng mahigpit na dimensional tolerance | PA 12 o PA6 GF (isinasaalang-alang ang anisotropy) |
| SLS 3D printing application | PA 12 powder |
| Gear o bearing na nangangailangan ng mababang friction | PA 6 (lubricated grade o MoS₂ filled) |
| Bahaging gumagana sa -30°C o mas mababa na nangangailangan ng flexibility | PA 12 |
Kapag hindi pa rin malinaw ang desisyon pagkatapos ng paunang screening na ito, sulit na humiling ng mga sample ng materyal na pagsubok mula sa mga supplier at magsagawa ng pagsubok na tukoy sa aplikasyon, kabilang ang pagkondisyon sa inaasahang nilalaman ng kahalumigmigan ng serbisyo bago sukatin ang mga mekanikal na katangian. Ang pagsubok sa dry-as-molded na PA 6 laban sa nakakondisyon na PA 12 ay iniiwas ang paghahambing sa isang hindi makatotohanang direksyon — palaging ihambing ang mga materyales sa ilalim ng katumbas na mga estado ng conditioning na kinatawan ng aktwal na mga kondisyon ng serbisyo.